





Committed to providing value-engineered solutions, Hall Longmore’s decision to introduce dual-layer (DL) fusion-bonded epoxy (FBE) corrosion protection coating systems will set a new benchmark for the South African market. The primary objective, says managing director Kenny van Rooyen, is to ensure legacy benefits for local infrastructure.
To ensure that carbon steel pipes meet their expected lifespan, some form of coating system is always required – often in conjunction with cathodic protection – to combat corrosion. Allied to this are primary considerations like impact, as well as load and soil stresses, which all influence the internal and/or external lining system chosen for each specific application. Examples include the oil and gas sector, and the water and wastewater segment. Alongside pipelaying, these coatings also need to be able to withstand and maintain their integrity for rigorous tasks like horizontal directional drilling, pipe jacking and allied trenchless technology techniques. Here, these coatings perform optimally in terms of high mechanical impact resistance, providing exceptional protection properties that exceed what was previously available in these hot, moist environments. “Hall Longmore, as a leading steel pipe manufacturer since 1924, has always fielded a range of coating systems. However, we’re confident that one of our most enduring solutions to date comes in the form of AkzoNobel’s proprietary DL FBE powder coatings series. FBE is a premier corrosion resistance coating adopted globally,” says Van Rooyen. Adding back “As a South African company, our investments and innovations play a crucial role in revitalising our country’s industrial base, especially via local content production. This has a direct benefit for all the industries that we supply, and we clearly understand that their growth is integral to ours. In addition to this, we understand the need to launch products that can extend the life of our pipeline assets. Up front, that hinges on choosing the best technologies,” Van Rooyen continues. Hall Longmore’s target market for FBE coated pipes is for 100 mm to 600 mm nominal bore applications in the water reticulation sector.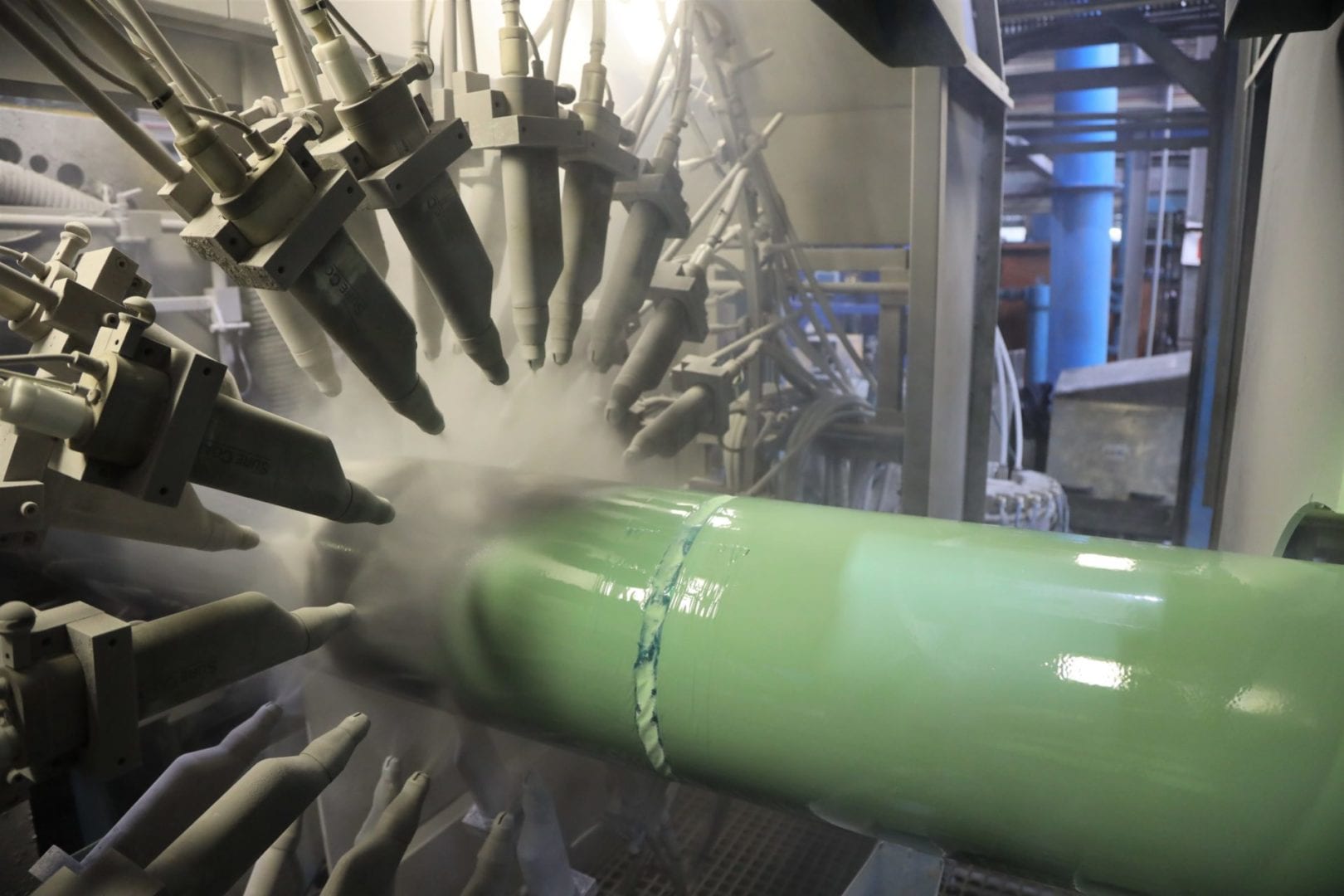
wet conditions. Application process At Hall Longmore’s factory in Wadeville, Gauteng, there are two powder application booths working in tandem. Hall Longmore has invested in one of the few dual box fusion bonded application plants in Africa. This is a high-speed line, incorporating an extensive degree of automation. The advantage for customers is that this technology achieves higher efficiencies that result in more competitive pricing for end users. As per industry standards, typical pipe lengths are either 9 m, 12 m or 18 m. During the coating process, the pipe is charged negatively and the powder positively, so there’s an automatic attraction to each other. This creates an even coat. During this manufacturing process, the powder coating is air sprayed while the pipe is polarised. The pipe is heated to a specified temperature. The first layer is then applied, followed within 10 to 20 seconds by the
second layer. As an indication of the speed of production, around 1.5 km of DL FBE coated pipe can be produced in a single shift configuration daily, depending on the pipe bore specification.

Field joints can be coated with a compatible epoxy system to maintain the coating integrity of the entire pipeline.

site operations. ARO coatings are designed for tough handling, ensuring that there’s minimal or no damage in the process. The upside for contractors, especially SMMEs without access to formal pipelaying machines, is that more general earthmoving plant, like excavators, can be used.



