

Pumps are at the heart of every fluid transfer system. The APE Pumps and Mather+Platt Group sheds light on how innovation, experience, and skill guarantee the peak pump quality throughout the phases of design, production, installation, commissioning, and even refurbishing.

L-R: Pieter Nel, design draughtsmen; Themba Dlamini, quality assurance manager; and Tian Coetzee, manager: Non-destructive Testing and Stripping
 water, and pressurised beyond typical operating pressure. The purpose is to check for leaks, structural integrity, and the ability of the pump to withstand the pressure it’s designed for.
From a quality perspective, pump design and fabrication are completed and verified in-house. We have developed and follow quality procedures from the moment we receive materials to when a pump is actually commissioned.
On installation, for instance, the dimensions of various pump parts like the impeller are checked and verified twice. This is all noted on an assembly release form that confirms everything fitted complies with the correct specifications.
A huge part of APE Pumps’ quality system is recordkeeping. Technical drawings for every single pump ever produced since 1952 are kept in a vault system. These technical drawings can be used to execute assessments, repairs, refurbishments, or a complete rebuild. The drawings contain details like metallurgical materials, type of liquid handled, casing, and impeller trims.
Our recordkeeping is a vital service for our public and private sector end-users, some of whom may no longer have any institutional knowledge of our pumps due to organisational and/or ownership changes. We also keep records of legacy products we inherited as a Group prior to our formation in 1952.
From our pattern shop where we make the foundry moulds for casting to our final tolerance inspections on every new, restored, or repaired pump, there’s a strict quality control process defined by our ISO 9001 registered systems.
Measurement by hand is a traditional quality tolerance check, but our investment in 3D scanning ensures absolute precision. We can now verify the final machined tolerances with 100% accuracy against the original design.
Our most recent CNC machine acquisition also comes equipped with specialist CAM (computer aided manufacturing) software. This downloads the approved model design to the CNC unit instead of having to manually input machining parameter settings. Our final quality inspection report further provides a comparison between the pump’s health before and after repair, reinstallation, and commissioning.
What types of flaws are found in pumps?
Nel With load-shedding, the castings from foundries sometimes have blowholes. In these cases, the castings are rejected. Corrosion damage and stress fractures are also commonly found in used pumps.
water, and pressurised beyond typical operating pressure. The purpose is to check for leaks, structural integrity, and the ability of the pump to withstand the pressure it’s designed for.
From a quality perspective, pump design and fabrication are completed and verified in-house. We have developed and follow quality procedures from the moment we receive materials to when a pump is actually commissioned.
On installation, for instance, the dimensions of various pump parts like the impeller are checked and verified twice. This is all noted on an assembly release form that confirms everything fitted complies with the correct specifications.
A huge part of APE Pumps’ quality system is recordkeeping. Technical drawings for every single pump ever produced since 1952 are kept in a vault system. These technical drawings can be used to execute assessments, repairs, refurbishments, or a complete rebuild. The drawings contain details like metallurgical materials, type of liquid handled, casing, and impeller trims.
Our recordkeeping is a vital service for our public and private sector end-users, some of whom may no longer have any institutional knowledge of our pumps due to organisational and/or ownership changes. We also keep records of legacy products we inherited as a Group prior to our formation in 1952.
From our pattern shop where we make the foundry moulds for casting to our final tolerance inspections on every new, restored, or repaired pump, there’s a strict quality control process defined by our ISO 9001 registered systems.
Measurement by hand is a traditional quality tolerance check, but our investment in 3D scanning ensures absolute precision. We can now verify the final machined tolerances with 100% accuracy against the original design.
Our most recent CNC machine acquisition also comes equipped with specialist CAM (computer aided manufacturing) software. This downloads the approved model design to the CNC unit instead of having to manually input machining parameter settings. Our final quality inspection report further provides a comparison between the pump’s health before and after repair, reinstallation, and commissioning.
What types of flaws are found in pumps?
Nel With load-shedding, the castings from foundries sometimes have blowholes. In these cases, the castings are rejected. Corrosion damage and stress fractures are also commonly found in used pumps.
 When refurbishing a pump, there are also instances where we detect that the pump has been retrofitted with pirate parts. Counterfeit component fabrication is an ongoing concern. Those who succumb to the temptation of perceived short-term savings due to ‘cheaper’ prices will initially experience pump inefficiency and ultimately pump failure.
For instance, the impeller trim is calculated by engineers to achieve the best pump curve for efficient operation. The incorrect trim can create an inefficient system and even a mismatched trim and casing, causing pump damage.
Pirated parts expose the pump to the risk of cavitation, as well as imminent bearing, impeller, seal, and shaft failures.
When refurbishing a pump, there are also instances where we detect that the pump has been retrofitted with pirate parts. Counterfeit component fabrication is an ongoing concern. Those who succumb to the temptation of perceived short-term savings due to ‘cheaper’ prices will initially experience pump inefficiency and ultimately pump failure.
For instance, the impeller trim is calculated by engineers to achieve the best pump curve for efficient operation. The incorrect trim can create an inefficient system and even a mismatched trim and casing, causing pump damage.
Pirated parts expose the pump to the risk of cavitation, as well as imminent bearing, impeller, seal, and shaft failures.
In addition to using OEM parts, what else can be done to prevent pump failures?
Nel There are service-level agreements (SLAs) in place between APE Pumps and most of our clients in Africa. This essentially means that APE Pumps is contracted to service and support our installed systems. Operation and maintenance type work has been a clear area of growth in the past decade, and we see this trend continue, especially in other African countries. These services include the remote monitoring of system health, plus in-field inspection and maintenance services to confirm that every Group pump installed is running optimally by testing for alignment, vibration, temperature, and flow dynamics. We also conduct pump calibrations. Regularly maintaining and servicing pumps can save money in the long run. There are some SLAs where APE keeps stock of brand-new units for a client so that we can implement a service exchange. The client will provide APE with an old pump to bring to OEM specifications and APE will supply the client with a new pump. This gives us more time to service or repair pumps while our clients’ operations do not experience any interruptions. Many companies are no longer keeping critical spares in stock, so we do this for them.
Whether it’s an off-the-shelf product, an OEM custom design or a retrofit, all of our work comes with a warranty.
What role does non-destructive testing (NDT) play in quality control?
Coetzee An extra layer of quality control is applied using various non-destructive testing (NDT) techniques and specialist equipment. NDT detects the presence of defects or flaws in a pump part without damaging or destroying the material being examined. NDT gives our clients total quality assurance.
Some pump defects cannot be seen with the naked eye, and NDT is an evidence-based system for quality control.
There are some SLAs where APE keeps stock of brand-new units for a client so that we can implement a service exchange. The client will provide APE with an old pump to bring to OEM specifications and APE will supply the client with a new pump. This gives us more time to service or repair pumps while our clients’ operations do not experience any interruptions. Many companies are no longer keeping critical spares in stock, so we do this for them.
Whether it’s an off-the-shelf product, an OEM custom design or a retrofit, all of our work comes with a warranty.
What role does non-destructive testing (NDT) play in quality control?
Coetzee An extra layer of quality control is applied using various non-destructive testing (NDT) techniques and specialist equipment. NDT detects the presence of defects or flaws in a pump part without damaging or destroying the material being examined. NDT gives our clients total quality assurance.
Some pump defects cannot be seen with the naked eye, and NDT is an evidence-based system for quality control.
 Digital reports are generated from the various NDT assessments, indicating whether the pump and pump parts meet (or fail to meet) certain specifications and tolerances. These reports are often supplied to customers. It really is a case of ‘showing’ a customer the quality of a pump instead of merely ‘telling’ them.
NDT gives our customers peace of mind, and saves time and money. It prevents the occurrence of transporting, installing, and commissioning a pump, only for it to immediately fail.
Often, a pump model has been discontinued, or a pump manufacturer no longer exists or has exited Africa. APE Pumps is then requested to retrofit these pumps to extend their lifespan. These pumps are stripped, cleaned, and assessed visually. From there, the quality of the various pump parts is assessed using NDT. APE Pumps uses technology and its expertise to extend every pump’s life, repairing components where practical.
What NDT technology has APE Pumps invested in, and what does it do?
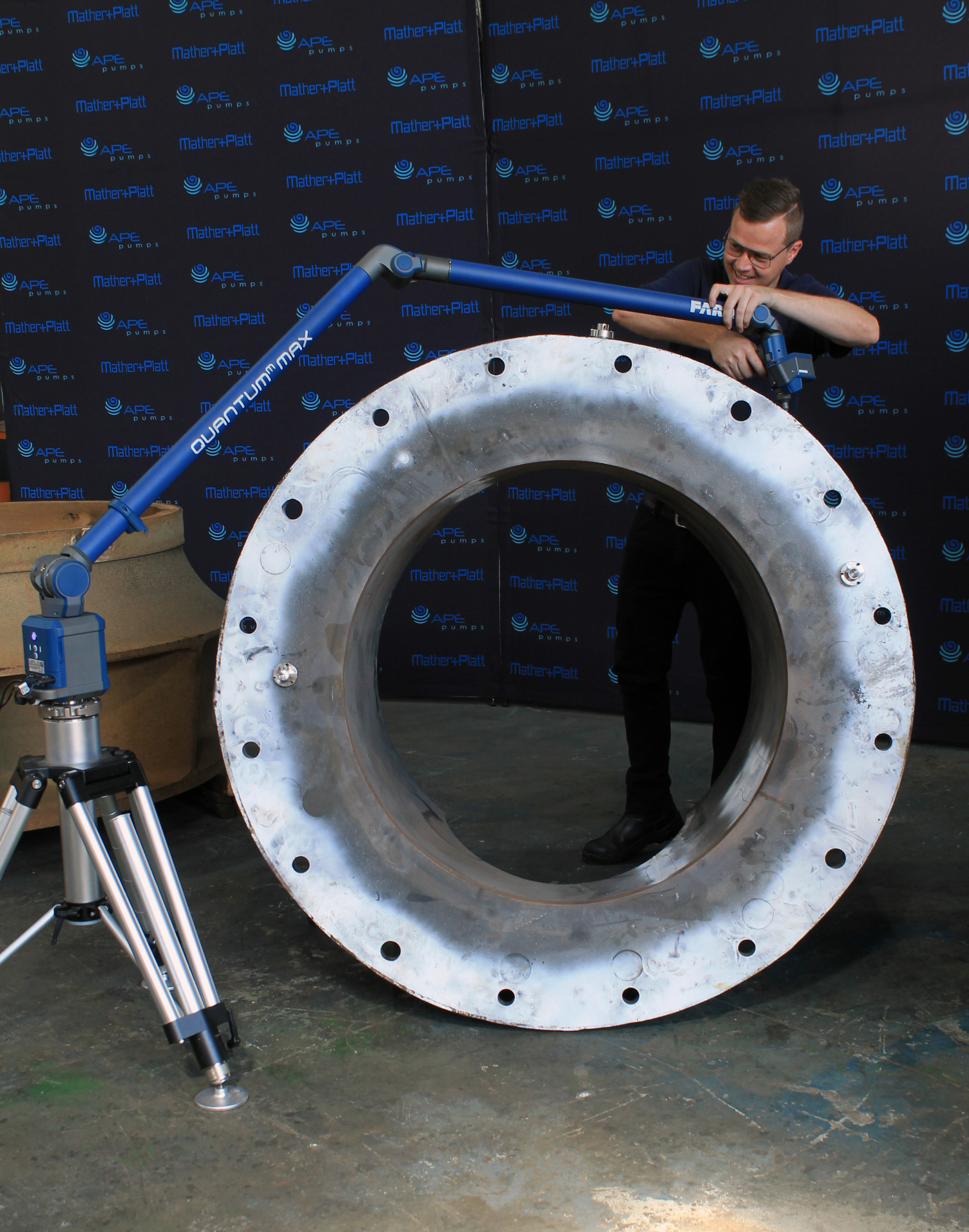
Nel Last year, APE Pumps invested in a 3D scanner. 3D scanning is used over and above the traditional quality control methods. It is an additional aid to prevent the misalignment of pumps by verifying pump geometries (concentricity, parallelism, perpendicularity, and shaft runouts) during manufacturing, assembly, and even commissioning. All pump parts (new and old) are scanned to confirm that they either meet the specifications of the manufacturing drawings or are feasible to reuse. These pumps can be scanned at the APE premises or on-site. The 3D scanner can even identify a hot spot on a bearing housing.
Coetzee Examples of other NDT processes done in-house by the Group include:
Digital reports are generated from the various NDT assessments, indicating whether the pump and pump parts meet (or fail to meet) certain specifications and tolerances. These reports are often supplied to customers. It really is a case of ‘showing’ a customer the quality of a pump instead of merely ‘telling’ them.
NDT gives our customers peace of mind, and saves time and money. It prevents the occurrence of transporting, installing, and commissioning a pump, only for it to immediately fail.
Often, a pump model has been discontinued, or a pump manufacturer no longer exists or has exited Africa. APE Pumps is then requested to retrofit these pumps to extend their lifespan. These pumps are stripped, cleaned, and assessed visually. From there, the quality of the various pump parts is assessed using NDT. APE Pumps uses technology and its expertise to extend every pump’s life, repairing components where practical.
What NDT technology has APE Pumps invested in, and what does it do?
Nel Last year, APE Pumps invested in a 3D scanner. 3D scanning is used over and above the traditional quality control methods. It is an additional aid to prevent the misalignment of pumps by verifying pump geometries (concentricity, parallelism, perpendicularity, and shaft runouts) during manufacturing, assembly, and even commissioning. All pump parts (new and old) are scanned to confirm that they either meet the specifications of the manufacturing drawings or are feasible to reuse. These pumps can be scanned at the APE premises or on-site. The 3D scanner can even identify a hot spot on a bearing housing.
Coetzee Examples of other NDT processes done in-house by the Group include:
- Ultrasonic examination: This uses soundwaves to identify defects (cracks and voids) inside the material that are not visually apparent and to assess the material’s thickness. It is done based on the rate of response (reflection) of the soundwave.
- Magnetic particle inspection: This checks for surface or subsurface cracks (known as relevant indications) in pumps made with ferrous metals.
- Dye penetrant (DP) inspection: This is used to detect casting, forging, and welding defects like hairline cracks in the surfaces of pump parts on non-ferrous materials that cannot be magnetised.
 All these tests are done by qualified, trained professionals that have completed the American Society for Nondestructive Testing (ASNT) certification programmes.
And thoughts in closing?
All these tests are done by qualified, trained professionals that have completed the American Society for Nondestructive Testing (ASNT) certification programmes.
And thoughts in closing?
 Dlamini It is all well and good for pump manufacturers to claim that quality is a priority. At APE, we implement quality procedures into every facet of our business. We have the paperwork and the test results to prove this. With APE’s dedicated and experienced staff complement, it becomes second nature to find a flaw or diagnose a reason for a pump failure. Our recent testing and equipment purchases merely validate that knowledge. We didn’t become a pump leader by chance. Our growth over more than seven decades has been driven by engineering excellence and world-class customer service.
Dlamini It is all well and good for pump manufacturers to claim that quality is a priority. At APE, we implement quality procedures into every facet of our business. We have the paperwork and the test results to prove this. With APE’s dedicated and experienced staff complement, it becomes second nature to find a flaw or diagnose a reason for a pump failure. Our recent testing and equipment purchases merely validate that knowledge. We didn’t become a pump leader by chance. Our growth over more than seven decades has been driven by engineering excellence and world-class customer service.




